Page 50 - Impiantistica Industriale - Settembre Ottobre 2014
P. 50
sel, ammonia etc.), the majority of
transformation technologies cur-
rently deployed (excluding power
generation) require the creation
of synthesis gas (syngas). Syngas
consists primarily of hydrogen and
carbon monoxide in various pro-
portions with some carbon dio-
xide, methane and nitrogen. The
creation of the syngas is typically
the most capital cost and energy Fig. 4 - In catalytic autothermal reforming oxygen is added to the feed
intensive part of the processes.
The number of chemical reactions
involved in the manufacture of synthesis gas is very The three main industrially proven processes of
large. The most important of these are shown be- tubular steam methane reforming (SMR), catalytic
low. autothermal reforming (ATR), and non-catalytic
partial oxidation (POX) can be characterized as fol-
reforming (strongly endothermic) lows.
CCHH44 + HC2OO2 ↔ CO + 3 2H2H 2 ((21)) In tubular steam reforming reaction (1) takes place
+ ↔ 2 CO + over a catalyst in a tube which is externally heated.
A large steam surplus is required to suppress car-
combustion (strongly exothermic) bon formation in the catalyst. This tends to drive
2CHC4H+4 + OO22 → C2 OC2O++24HH2O2 ((34)) the shift reaction (5) to the right resulting in a hydro-
2 → gen rich synthesis gas. The heat is supplied largely
by the undesirable complete combustion reaction
shift conversion (mildly exothermic) (4) outside the tubes (figure 3).
CO + H2O ↔ CO2 + H2 (5)
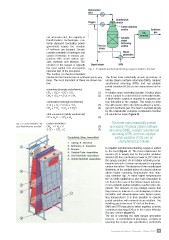
Fig. 3 – Foster Wheeler “Ter- carbon formation The three main industrially proven
race Wall reformer module” C2 HC4O→→2CHO2 2++CC (6) processes of tubular steam methane
(7) reforming (SMR), catalytic autothermal
reforming (ATR), and non-catalytic
partial oxidation (POX) can be
characterized as follows
In catalytic autothermal reforming oxygen is added
to the feed (figure 4). The heat requirement for
reaction (1) is largely met by the partial oxidation
reaction (3) pthroudsupcrto. dAusciinngtuabulolawrerrefHo2r/mCinOgrcaotionsiin-
the syngas
derable amounts of steam are required to suppress
carbon formation. The absence of the metallurgical
limitations of the catalyst tubes of a steam reformer
allows higher operating temperatures thus redu-
cing methane slip. At these higher temperatures
the CO shift equilibrium is also more favourable to
CO than in the case of the tubular steam reformer.
In non-catalytic partial oxidation, reaction (3) is do-
minant. The absence of any catalyst means that
the process is tolerant of a small degree of carbon
formation and allows/requires even higher opera-
ting temperatures. It is thus possible to operate
partial oxidation with minimal steam addition. The
resulting gas is the most CO rich of the three.
SMR and ATR may also be taken together, as in the
combined reforming (CR) or in the Foster Wheeler
Banquy scheme (figure 5).
The art of selecting the right syngas generation
process - or combination of processes - consists of
ensuring the correct gas specification, particularly
Impiantistica Italiana - Settembre - Ottobre 2014 49
transformation technologies cur-
rently deployed (excluding power
generation) require the creation
of synthesis gas (syngas). Syngas
consists primarily of hydrogen and
carbon monoxide in various pro-
portions with some carbon dio-
xide, methane and nitrogen. The
creation of the syngas is typically
the most capital cost and energy Fig. 4 - In catalytic autothermal reforming oxygen is added to the feed
intensive part of the processes.
The number of chemical reactions
involved in the manufacture of synthesis gas is very The three main industrially proven processes of
large. The most important of these are shown be- tubular steam methane reforming (SMR), catalytic
low. autothermal reforming (ATR), and non-catalytic
partial oxidation (POX) can be characterized as fol-
reforming (strongly endothermic) lows.
CCHH44 + HC2OO2 ↔ CO + 3 2H2H 2 ((21)) In tubular steam reforming reaction (1) takes place
+ ↔ 2 CO + over a catalyst in a tube which is externally heated.
A large steam surplus is required to suppress car-
combustion (strongly exothermic) bon formation in the catalyst. This tends to drive
2CHC4H+4 + OO22 → C2 OC2O++24HH2O2 ((34)) the shift reaction (5) to the right resulting in a hydro-
2 → gen rich synthesis gas. The heat is supplied largely
by the undesirable complete combustion reaction
shift conversion (mildly exothermic) (4) outside the tubes (figure 3).
CO + H2O ↔ CO2 + H2 (5)
Fig. 3 – Foster Wheeler “Ter- carbon formation The three main industrially proven
race Wall reformer module” C2 HC4O→→2CHO2 2++CC (6) processes of tubular steam methane
(7) reforming (SMR), catalytic autothermal
reforming (ATR), and non-catalytic
partial oxidation (POX) can be
characterized as follows
In catalytic autothermal reforming oxygen is added
to the feed (figure 4). The heat requirement for
reaction (1) is largely met by the partial oxidation
reaction (3) pthroudsupcrto. dAusciinngtuabulolawrerrefHo2r/mCinOgrcaotionsiin-
the syngas
derable amounts of steam are required to suppress
carbon formation. The absence of the metallurgical
limitations of the catalyst tubes of a steam reformer
allows higher operating temperatures thus redu-
cing methane slip. At these higher temperatures
the CO shift equilibrium is also more favourable to
CO than in the case of the tubular steam reformer.
In non-catalytic partial oxidation, reaction (3) is do-
minant. The absence of any catalyst means that
the process is tolerant of a small degree of carbon
formation and allows/requires even higher opera-
ting temperatures. It is thus possible to operate
partial oxidation with minimal steam addition. The
resulting gas is the most CO rich of the three.
SMR and ATR may also be taken together, as in the
combined reforming (CR) or in the Foster Wheeler
Banquy scheme (figure 5).
The art of selecting the right syngas generation
process - or combination of processes - consists of
ensuring the correct gas specification, particularly
Impiantistica Italiana - Settembre - Ottobre 2014 49