
Page 74 - Impiantistica industriale
P. 74
OPPORTUNITIES
tchem S.p.A. has developed its own CPO technology.
23
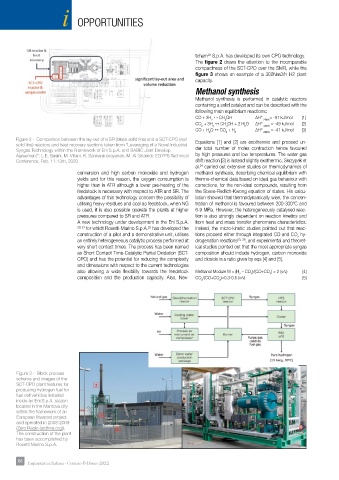
The figure 2 draws the attention to the incomparable
compactness of the SCT-CPO over the SMR, while the
figure 3 shows an example of a 300Nm3/h H2 plant
capacity.
Methanol synthesis
Methanol synthesis is performed in catalytic reactors
containing a solid catalyst and can be described with the
following main equilibrium reactions:
CO + 2H ↔ CH OH ΔH° 298 K = -91 kJ/mol [1]
3
2
CO + 3H ↔ CH OH + 2 H O ΔH° 298 K = -49 kJ/mol [2]
2
3
2
2
CO + H O ↔ CO + H ΔH° = -41 kJ/mol [3]
2 2 2 298 K
Figure 2 - Comparison between the lay-out of a SR (black solid line) and a SCT-CPO (red Equations [1] and [2] are exothermic and proceed un-
solid line) reactors and heat recovery sections taken from “Leveraging of a Novel Industrial
Syngas Technology within the Framework of Eni S.p.A. and SABIC Joint Develop der total number of moles contraction hence favoured
Agreement”; L.E. Basini, M. Villani, K. Sankaranarayanan, M. Al Ghamdi; EGYPS Technical by high pressures and low temperatures. The water gas
Conference, Feb. 11-13th, 2020 shift reaction [3] is instead slightly exothermic. Skrzypek et
al. carried out extensive studies on thermodynamics of
24
conversion and high carbon monoxide and hydrogen methanol synthesis, describing chemical equilibrium with
yields and for this reason, the oxygen consumption is thermo-chemical data based on ideal gas behaviour with
higher than in ATR although a lower pre-heating of the corrections, for the non-ideal compounds, resulting from
feedstock is necessary with respect to ATR and SR. The the Soave-Redlich-Kwong equation of states. His calcu-
advantages of this technology concern the possibility of lation showed that thermodynamically wise, the concen-
utilising heavy residues and coal as feedstock, when NG tration of methanol is favoured between 200-300°C and
is used, it is also possible operate the plants at higher 6-9 MPa. However, the heterogeneously catalysed reac-
pressures compared to SR and ATR. tion is also strongly dependent on reaction kinetics and
A new technology under development in the Eni S.p.A. from heat and mass transfer phenomena characteristics.
22
20, 21 for which Rosetti-Marino S.p.A. has developed the Indeed, the micro-kinetic studies pointed out that reac-
construction of a pilot and a demonstrative unit, utilises tions proceed either through integrated CO and CO hy-
2
an entirely heterogeneous catalytic process performed at drogenation reactions , and experimental and theoret-
25, 26
very short contact times. The process has been named ical studies pointed out that the most appropriate syngas
as Short Contact Time-Catalytic Partial Oxidation (SCT- composition should include hydrogen, carbon monoxide
CPO) and has the potential for reducing the complexity and dioxide in a ratio given by eqs [4] and [5].
and dimensions with respect to the current technologies
also allowing a wide fl exibility towards the feedstock Methanol Module M = (H – CO )/(CO+CO ) = 2 (v/v) [4]
2
2
2
composition and the production capacity. Also, Nex- CO /(CO+CO )=0.3-0.5 (v/v) [5]
2
2
Figure 3 - Block process
scheme and images of the
SCT-CPO plant features for
producing hydrogen fuel for
fuel cell vehicles installed
inside an Eni S.p.A. station
located in the Mantova city
within the framework of an
European fi nanced project
and operated in 2008-2009
(Zero Regio (archive.org)).
The construction of the plant
has been accomplished by
Rosetti Marino S.p.A.
68 68 Impiantistica Italiana - Gennaio-Febbraio 2022